Investing In Weinig
02/19/2020



“We manufacture micro data centre racks which are essentially heavily sound-proofed, air cooled, self contained units that store a company’s IT equipment without the need for a dedicated IT room,” explains David Galvin, Plant Director at Schneider Electric IT Manufacturing. “The racks themselves are predominantly made from MDF and MFC and, as the only manufacturing facility of its kind within the group, we supply the company’s global distribution centres within the APC by Schneider Electric brand”.
“Our original business model was driven by manual manufacturing,” explains Dave. “This meant that we needed over 15 skilled workers on the floor at one time to fulfil a growing orders list but the right people with the right skills, were hard to find or retain during periods of low demand. This led us to outsource much of our material processing and focus our attention on assembling. What this approach didn’t offer us was full control over our supply chain. Lead times began to increase, costs began to rise and it was difficult to maintain quality. If we wanted to remain competitive and grow, we needed to gain full control of our manufacturing processes and to do that, we needed to invest in new equipment.”
For Dave, first and foremost this meant finding a business partner. He explains, “We didn’t see any value in simply replacing existing machines or tools that weren’t up to the job. We needed to work with experienced people that we knew could deliver and be relied upon. We didn’t get that with our old machinery supplier. Everything had a caveat against it or a high cost involved. It certainly didn’t feel like a partnership.”
As Schneider Electric started to move forward with plans to restructure its facilities and invest in new machinery, Dave knew it was time to find a company that could not only offer superior machines but also a superior service. Research led the Frome-based company to the door of three manufacturers, but it was Weinig’s South West agent, Grovewood Machines, that impressed Dave the most. “They approached things differently,” admits Dave. “The MD visited the factory and saw what production methods we had in place. We also spoke openly about our plans to adapt our business model, our wish to increase automation within the manufacturing cycle and add to our machinery line-up in the next 12 months. This gave them a good idea of the kind of equipment we required and what kind of machines would be needed in the coming years.”
A demonstration of the Holz-Her Streamer 1057 edgebander at an existing customer’s site confirmed the two companies were a good fit. “I’d never walked away from a machinery demonstration with so much confidence in a machine’s capabilities. The Holz-Her edgebander performed perfectly,” admits Dave. “It offers the user a lot of scope in terms of granule and block PUR and EVA glues, as well a quick turnaround time for those using coloured glues, but our main focus was on the machine’s adjustment speed. We use MDF and MFC board in 8, 15, 18 and 38mm thicknesses which means we often need to change the depth on the machine to process the necessary edging material. There were no timely adjustments needed and it was quick and easy to set-up. Now in its new home, it offers us consistently high levels of quality edging with no visible glue line and the cleanliness of the application is exceptional. We can finally wave goodbye to glue spillages and production downtime and bring our edgebanding work in-house again.”
With the edgbander working effectively and the desire to streamline the production line further, the next challenge was to put an end to batch building and start to introduce automation into the manufacturing cycle to maximise efficiency and gain greater control over the company’s sawing, routing and drilling work. “Investment in a CNC would enable us to stop hand routing and hand drilling on our assembly line, which was not only a slow and messy job, but an important job that relied heavily on the worker’s skill set and accuracy. It would also allow us to limit human interaction once the machine got to work, increasing safety and allowing us to improve our best practices,” says Dave.
Plans were put in place to move the warehouse, assembly room and machining room around in order to create a lean, left to right, one-piece flow system with the CNC being integral to the cycle. “We didn’t see a need to talk to anyone apart from Weinig’s agent, Grovewood Machines, about purchasing a CNC,” admits Dave. “They’d proven how dedicated they were to us in the weeks following the edgebander’s installation and knew the business well. We were all in agreement that we only wanted to use Weinig, so why waste time looking elsewhere?”
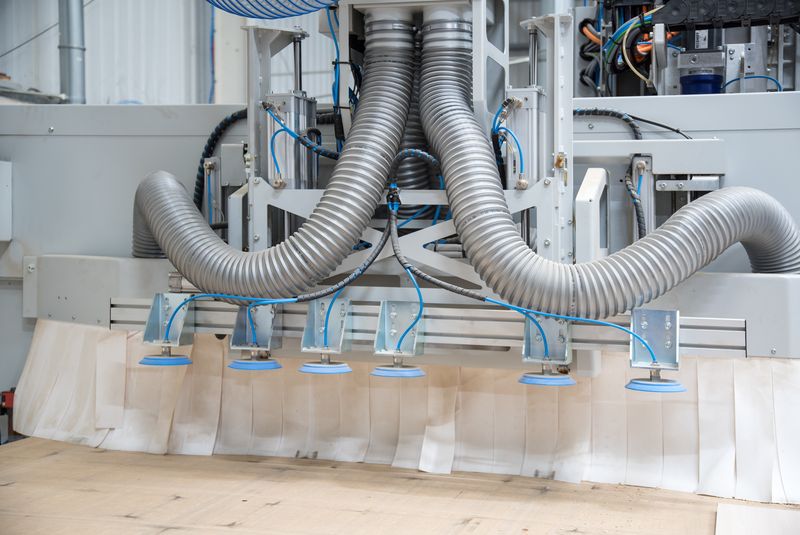
Dave and his team were flown over to the Weinig factory in Germany where they could explore the range and features for themselves. “Whilst we were not overly familiar with the features on a CNC, what we didn’t want to do was invest in a machine today that would limit us tomorrow. That’s why we were keen to see exactly what Weinig’s flagship Dynestic series could do for us,” explains Dave. The Holz-Her 5-axis Dynestic 7535 Lift CNC offered Dave the automated processes he was looking for, as well as a large bed, deep grid table and double-acting suction pads required to work with jumbo sheet material. Its liquid-cooled five-axis precision cutting spindle also offered the company the flexibility required for future R&D projects, whilst speedily combatting daily drilling and cutting requirements thanks to its 10 kW cutting power and speed range of 1,000 – 24,000 rpm. The added lift system and conveyor belt featured on the Dynestic 7535 Lift also lent itself to greater automation and minimal handling and its newly developed Campus CAD/CAM software package offered Dave’s operators effective machining and virtually unlimited machining options for the future.
“We were impressed to say the least,” admits Dave. “Now, instead of handling jumbo boards manually, we can forklift several boards onto the lifting table ready for the machine to automatically position the panel and feed it through the machine. Once processed, the machine will then deliver it onto the conveyor belt before going back to the pallet to process another board. The days of lifting jumbo sheets and cutting them by hand are long gone and, thanks to the machine’s integrated optimised nesting programme, we’re using as much of the board as possible, reducing waste and eradicating inaccurate cuts. I’m confident automation, safety, quality and production efficiency will massively increase as we continue to use the CNC.”
Following a three month bedding in period, which saw staff members complete a three-day Weinig CNC training course to fully get to grips with the machine’s capabilities, full production began in January 2020. “We’re already seeing a positive impact on the business and our team. Initial assessments of the machine show that we can easily double our capacity on a single shift, with the machine working the same speed as two or three people. It’s also brought a higher level of consistency to our work and reduced the number of panels needing to be re-worked. There’s also often a fear that automation can de-skill your workforce but for us, it’s the opposite. It’s given us all an opportunity to re-skill and there is genuine enthusiasm amongst the team.
“In the next 12 months I expect to see a fully efficient one-piece flow factory, a CNC machine that is delivering all our components directly into our newly designed assembly line, vast improvements in quality and efficiency and above all else, a clear return on investment which we believe will take just over two years to reach.”
Dave adds, “When we next have to expand our machinery portfolio, there is no doubt that Weinig will be at the centre of our plans. Their continual commitment to our business is invaluable. I was recently asked if I were to start this project all over again, would I use Weinig? I said, unequivocally, yes. I can’t say that you won’t get IT or mechanical issues arise from time to time – it’s the nature of any mechanically-driven business - but the key thing is, when you need support, is it there? When you partner with Weinig, the answer is yes. The level of care they take throughout the sales and installation process, the pride the engineers have in their work and the level of aftercare you receive really does make this company. They continue to invest in us and in return, we will continue to invest in Weinig.”